- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик






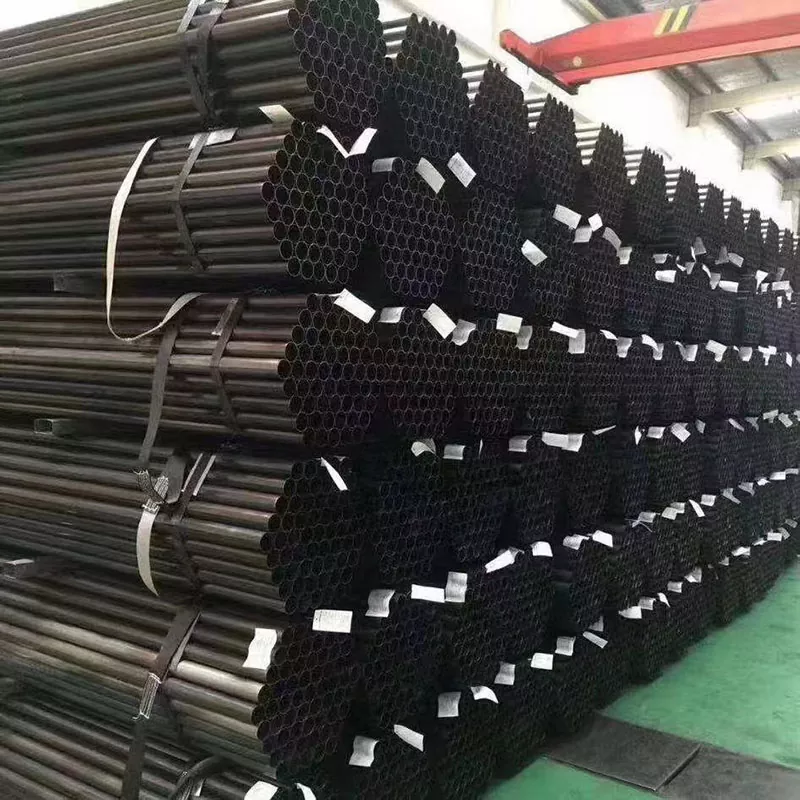
Vzdolžna varjena cev
Vzdolžna varjena cev proizvajalca Xinlida je valjana jeklena plošča ali jekleni trak, zvarjen v ravno linijo z varilno tehnologijo (kot je visokofrekvenčno varjenje ali varjenje pod praškom), da se oblikuje cevasta struktura. V primerjavi z brezšivnimi jeklenimi cevmi je proizvodni proces jeklenih cevi z ravnim šivom preprost in cena nizka, vendar je trdnost zvara lahko nekoliko nižja od trdnosti brezšivnih jeklenih cevi.
Pošlji povpraševanje
Opis izdelka
Proizvodni proces vzdolžno varjenih cevi sledi osnovnemu procesu "predobdelave surovin-oblikovanja-varjenja-končne obdelave" in vsak korak se vrti okoli natančnosti in nadzora trdnosti. Metoda obsega naslednje korake: najprej priprava surovin, izbira vroče valjanega jeklenega traku ali plošče za zvijanje kot osnovnega materiala, rezanje jeklenega traku v širino, ki ustreza zahtevam glede premera cevi z rezanjem. stroj, nato pa izvede obdelavo za izravnavo in odstranjevanje rje, da odstrani površinske oksidne luske in nečistoče, da ne vpliva na kakovost varjenja; in nato vstop v fazo oblikovanja, pri kateri se jekleni trak postopoma upogne v odprto okroglo cevno surovce (ali kvadratno ali pravokotno cevno surovce) prek neprekinjenega valjčnega oblikovalnega stroja, tako da se zagotovi, da so robovi cevnega surovca poravnani in je ukrivljenost enakomerna, in postavi temelj za nadaljnje varjenje.


Po oblikovanju surovec cevi takoj vstopi v varilno povezavo, glavni tok pa sprejme visokofrekvenčno indukcijsko varjenje ali obločno varjenje: visokofrekvenčno varjenje uporablja elektromagnetno indukcijo za hitro segrevanje roba surovca cevi do staljenega stanja, nato pa se varjenje zaključi s pritiskom na ekstruzijski valj, trdnost zvara pa je blizu osnovne kovine; obločno varjenje je primerno za cevi z debelimi stenami, povezava pa se izvede tako, da se staljeni bazen napolni z elektrodo ali varilno žico. Po varjenju je treba izvesti pregled zvara (kot sta ultrazvočni in rentgenski pregled), da se odpravijo napake, kot so pore in razpoke, umeri premer cevi s strojem za dimenzioniranje, popravi naravnost s strojem za ravnanje in končno reže na fiksno dolžino ter izvede končno površino obdelavo in protikorozijsko obdelavo (kot sta galvanizacija in barvanje), da se končno oblikujejo kvalificirani izdelki za ravne varjene cevi.


Hot Tags: Kitajska vzdolžna varjena cev
Povezana kategorija
Pošlji povpraševanje
Prosimo, oddajte svoje povpraševanje v spodnjem obrazcu. Odgovorili vam bomo v 24 urah.





